

轻钢龙骨机,抗震支架,纵剪线,异形设备定做_泊头市赛威特冷弯机械有限公司
轻钢龙骨机
抗震支架设备
纵剪生产线
围挡设备
打包箱设备
快拼房设备
500扣扳机设备
三角铁设备
警示带设备
吊顶板设备
文件柜设备
托盘机设备
水槽机
吊轨机
卡膜槽
弯管机设备
线槽机设备
卷帘门设备
脚踏板
圆管变方管设备


产品详情
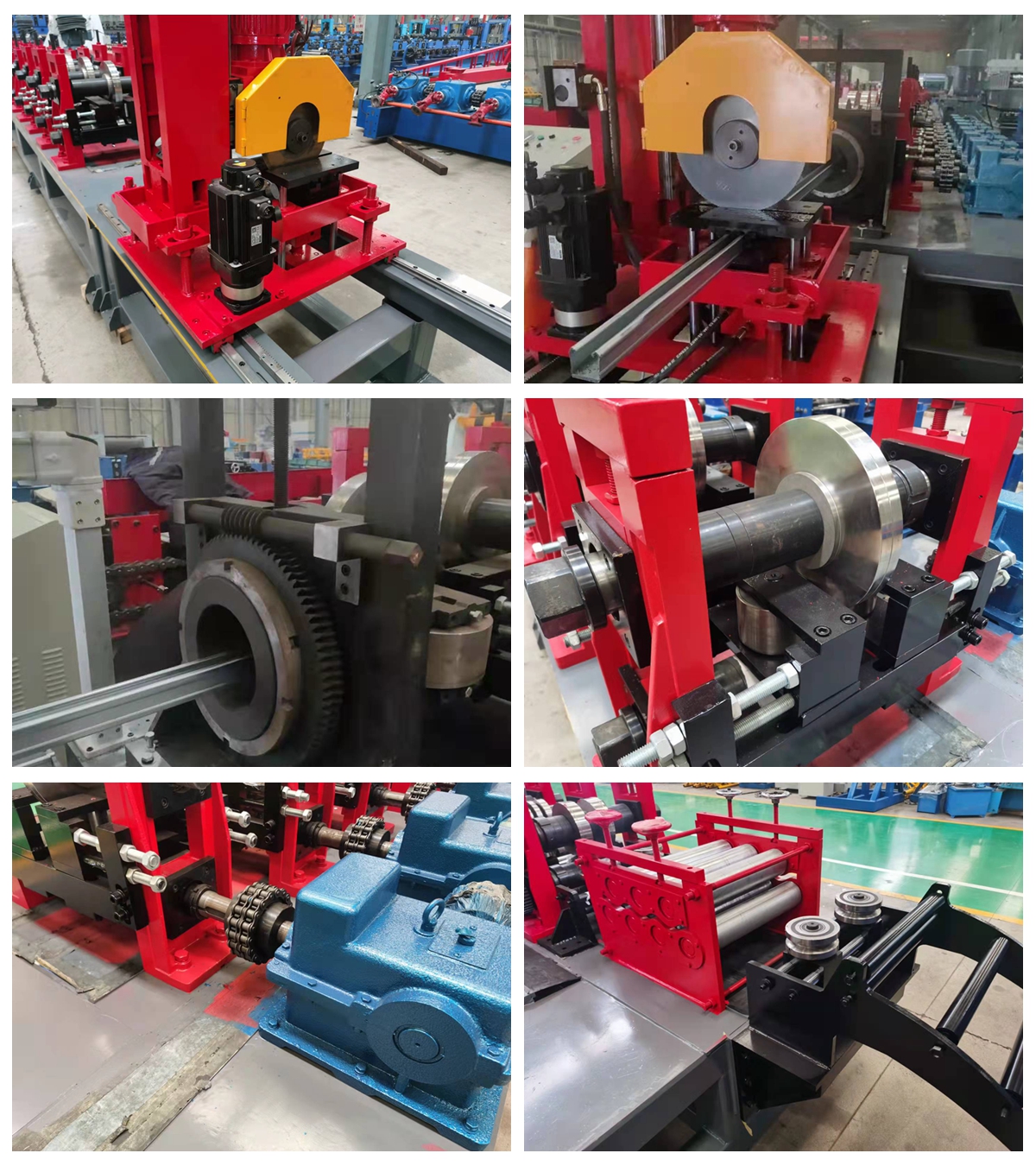
成型道次:24组
辅助轮:12排辅助轮,防止带钢跑偏,辅助光伏支架成型。
侧板形式:55mm铸钢牌楼式机组
侧板厚度:55MM(部位滑块位、轴承孔用加工中心加工)
成型规格:按客户图纸,展开宽度尺寸按客户确定尺寸而设计,
传动方式:170型号齿轮箱
机架结构:120*120#/150*150#方管焊接式机架,机台加16MM钢板焊接,机台面平面大型数控铣床加工。 机器大架经过时效处理,内应力,稳定性好。
轧制材质:冷板
调直方式:采用多旋转土耳其校直机构
轧制材质厚度:1.5-2.5mm
轧制工件长度:任意可调
生产速度:速度约1-25米/分钟(锯切20米/分钟)
轧辊:材料:40洛调质
辊径:80mm (调直加工后精磨)
轧辊模具材质:采用CR12MOV模具钢材料,粗加工后真空处理HRC58-60度后精磨孔、CNC 数控精加工轧辊 ,保持辊、硬度。
主传动电机:双22kw电机
减速机:K107-32:22-22
液压冲孔、切断
形式:双伺服跟踪不停机冲孔,切断(无毛刺锯切自带冷却)
液压站总功率:4 kw,(锯切3kw)
伺服电机:2.3KW
水冷却装置:功率220w,循环式冷却
电器控制系统
悬臂式电控箱
A整线采用PLC控制,液晶显示触摸屏,人机界面。实现人与PLC的交互。操作人员通过设定的程序自动运行(可编程控制)并对控制过程进行监控,实现操作人员控制生产线和修改控制参数,并可实时监控设备运行状态,运行参数和故障指示等。实时监控设备运行状态和故障指示。
- 上一篇:抗震支架冲孔机
- 下一篇:没有了
公司动态
News













备案号:冀ICP备16025567号-1
Copyright © 2018 - 2019 泊头市赛威特冷弯机械有限公司 All Right Reserved.